
El método de soldadura de brocas de rodillo con núcleo de barril se divide en tres pasos: 1. corte, 2. posicionamiento, 3. soldadura.
- Cortar un orificio de fijación de la broca derodillo adecuado.
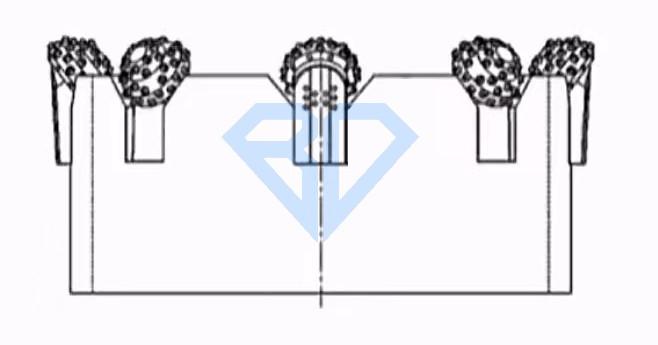
La anchura de la abertura de la pared del cilindro debe ser suficiente para introducir el cuerpo de la broca de rodillo. No deje demasiado espacio. La profundidad de la abertura de la pared del cilindro debe garantizar que el rodillo después de la soldadura quede expuesta a la pared del cañón entre 1/2 y 2/3 de la altura de la rueda. Biselar la parte superior de la pared del cilindro ambos lados de la rueda de perforación de rodillo. (Consulte el diagrama esquemático )
- Soldadura por puntos para ajustar el ángulo y el tamaño de sección de la broca de rodillo.
- La secuencia de instalación de la broca de rodillo sigue el principio de alternancia de positivo y negativo. La distancia entre las brocas de rodillo debe ser consistente.
- Mantenga la misma altura de todas las brocas de rodillo y las ruedas de las brocas de rodillo en la misma circunferencia.
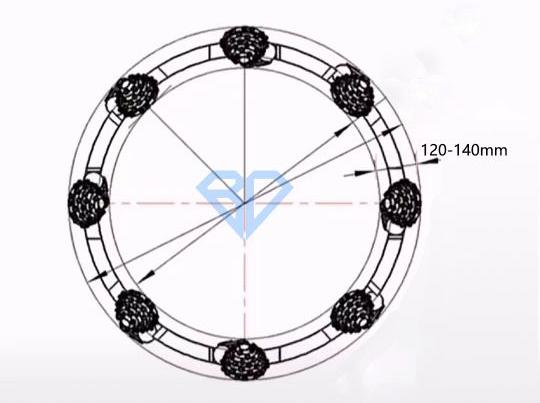
- El ángulo de soldadura de la broca de rodillo debe ser de 3-5 grados, y el ángulo general de soldadura es de 5 grados en el exterior y 3 grados en el interior. La distancia desde el punto más exterior de la broca de rodillo exterior de la broca de rodillo exterior al punto más interior de la broca de rodillo interior es de 120mm-140mm, es decir, la anchura de la sección anular está entre 120mm-140mm.
- La posición de la broca de rodillo debe fijarse de manera uniforme y suave durante la soldadura.
- Después de la soldadura por puntos, soldar y reforzar por turnos.
Al soldar, la rueda de la broca de rodillo debe sumergirse en agua tanto como sea posible. La soldadura in situ puede enfriarse mediante una combinación agua corriente y un paño húmedo. Enfóquese en enfriar la junta entre el rodillo y el cuerpo de la broca de rodillo. Evite que las altas temperaturas provoquen el fallo del anillo de sellado o del sistema de lubricación del rodamiento.
Deje de soldar cuando la broca del rodillo se sienta ligeramente caliente, y volver a soldar después de enfriarse, y soldar varias veces. El proceso de soldadura debe mantenerse frío con agua corriente.
Un buen método de soldadura de la broca de rodillo puede mejorar la eficacia del trabajo. El ángulo de soldadura de la corona de perforación es también un factor que afecta a la vida útil de la broca de rodillo.

